![]() Crucible
CPM REX T15(HS)高速鋼
Crucible
CPM REX T15(HS)高速鋼
CPM REX Tl5是鎢基的高速鋼。含有高碳及高釩,因此具有非常高的硬度及耐磨耗性。另外含鈷而具有優良的熱間硬度。此種鋼材是採用Crucible公司"粉粒冶金(CPM)"技術制造,因而確保品質且改善研磨性℃PM REX Tl5是專用於切削加工,適合重切削,高切削速率及大進給,亦適合切削高硬度及耐磨之材料。
CPM REX Tl5添加0.06的硫,在鋼材中形成微細且均勻分布的硫化物,可以改善其機械加工性及研磨性,但對於刃口韌性沒有不良的影響。
合金成分
| 碳(C) | 1.55% |
|
| 錳(Mn) | 0.30% |
(0.70%) |
| 矽(Si) | 0.30% |
(0.55%) |
| 鉻(Cr) | 4.00% |
|
| 釩(V) | 5.00% |
|
| 鎢(W) | 12.25% |
|
| 鈷(Co) | 5.00% |
|
| 硫(S) | 0.06% |
(0.22%) |
應用
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
變態溫度
Acl:1550℉ (845℃)
鍛造
將鋼材緩慢、均勻且完全地加熱至2000-210O℉(l090-115O℃),不可以在1700。℉ (925℃)以下的溫度鍛造。開始鍛造時,使用較輕的鎚擊或鍛壓,且至鋼材較易變形時再加大鍛擊能量,若溫度下降則必須回爐再預熱。鍛造完成後,鋼材應置於灰爐或石灰內緩慢冷卻。REX
Tl5鋼材於鍛造後必須熱行退火處理。
退火
CPM REX Tl5於鍛造後及再硬化之前,必須要先做退火處理。將鋼材緩慢且均勻加熱至1575-1600℉(860-870℃),保溫2小時,放在於爐內徐冷至100O℉(540℃)以下,之後取出空冷或繼續爐冷。退火後的硬度是BHN
245-275。
若為恆溫退火,則加熱至1600℉(870℃),保溫2小時,爐冷至1400℉(760℃),保溫4-6小時,之後取出空冷或繼續爐冷。退火處理應在氣氛爐或有保護性質的爐具內執行。
硬化
習慣上CPM REX Tl5的硬化處理,需使用二部熱處理爐。第一部爐具是用來預熱至1450-1500℉(790-815℃);第二部爐具是使其從預熱溫度迅速升溫至2225-2275℉
(1220-1245℃)的硬化溫度。蛟小塊的材料使用下限溫度熱處理。
當使用鹽浴爐時,常用的硬化溫度是2210-2260℉(1210-1240℃)。高溫鹽浴爐不可以同時在爐內放置過多的工件,否則會造成鹽浴溫度的劇降。
在沒有氣氛爐或鹽浴爐時,可以使用硼砂來防止脫碳。將鋼材加熱至約300℉(l5O℃)浸泡在沸騰且飽和的硼砂水溶液內,然後取出乾燥,使鋼材表面形成一層薄薄的硼砂膜,之後再執行熱處理。熱處理時使用1500℉(815℃)的預熱溫度及2225-2275℉(1220-1245℃)的硬化溫度。
淬火
淬入油中,空冷或1000-1150℉(540-620℃)的鹽浴中。若採用油淬火時,對於較厚的鋼材或形狀複雜的工件,實務上是實施中斷淬火。做法是將工件淬入油中,待冷至約1000-1100℉(540-595℃,暗紅色),立即從油中取出放在空氣中自然冷卻。
當採用鹽浴淬火時,工件淬入鹽浴中,需放置足移長的時間,以使工件冷卻至鹽浴的溫度。之後才從鹽浴取出放在空氣中自然冷卻。
通常大型工件的淬火,採用空冷或鹽浴所得到的硬度較低。而採用中斷油淬可以得到較高的硬度。
不論以何種方法淬火,工件必需冷至15O℉(65℃)以下或能以手觸摸時,才能施行回火處理。
矯正
任何必須的矯正工作最好在淬火後冷卻至250℉(120℃)之前執行。最佳的矯正溫度範圍是750-250℉(400-120℃)。
回火
回火作業必需在淬火完成後立即執行,意即鋼材淬火後冷即至15O℉(65℃)或能以手觸摸時,需立刻回火。
回火溫度是根據實際應用及硬度需求而定,通常建議執行三次回火。當回火溫度低於(含)1000℉(550℃)時,必須執行三次回火。範例:加熱至1050℉(565℃)保溫2小時,冷卻至室溫;然後再重復做二次。
硬度
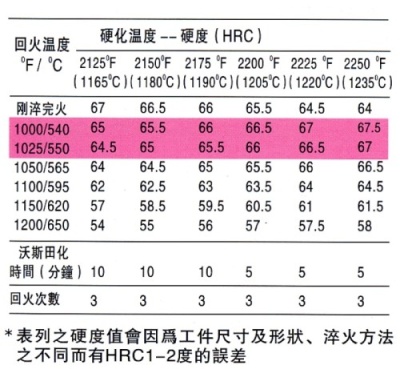 |
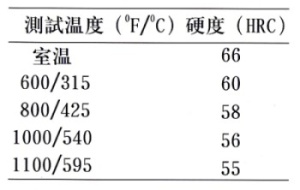
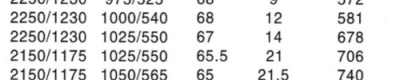
熱間硬度
先決條件:2250℉(1230℃)鹽浴斯田化;油淬火;回火,1050℉(565℃),2+2+2小時。
 |
物理性質
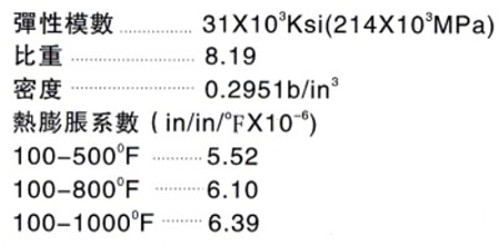 |
以CPM方法製造之REX T15材料,其物理性質及機械性質與使用傳統製鋼方法製造者非常相似。
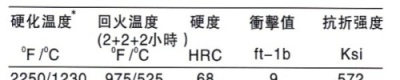
衝擊韌性
CPM REX T15在完全硬化的條件(較高的硬化溫度)下,具有良好的韌性,適用於切削刀具;在較低的硬化效果(較低的硬化溫度)下,韌性可以增加50-100%,適用於冷作工具,但不適用於切削刀具。
 |
 |
 |
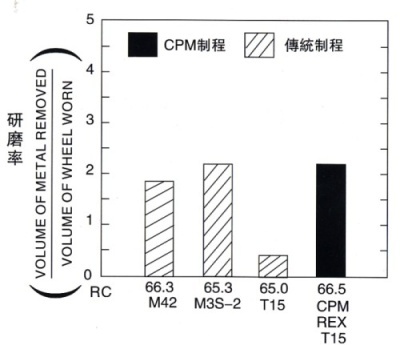
研磨性
根據現場的經驗發現,CPM REX T15高速鋼的研磨性與傳統同類型的2-3倍。CPM產品可以有效地改善其研磨性,是與其細致且均勻分布的碳化物有關。
由於CPM產品優昇的研磨特性,可以具有以下的好處:改善表面光度、使用較大的研磨速率、減少研磨破損、降低磨輪的損耗率、不需使用鑽石磨輪等等。
 |
機械加工
| 硬度BHN245-275 |
| 加工性大約是工具鋼W1 (1%C)的20% |
 |
 |
 |
 |